ຜູ້ຊ່ຽວຊານໃນກາວິທັດການຫລໍ່ຕາຍ - Ningbo Yinzhou Xuxing ເຄື່ອງຈັກ Co., Ltd.ມື້ນີ້ບອກທ່ານຈໍານວນແລະລັກສະນະທີ່ແຕກຕ່າງກັນຂອງກາວິທັດການຫລໍ່ຕາຍ.
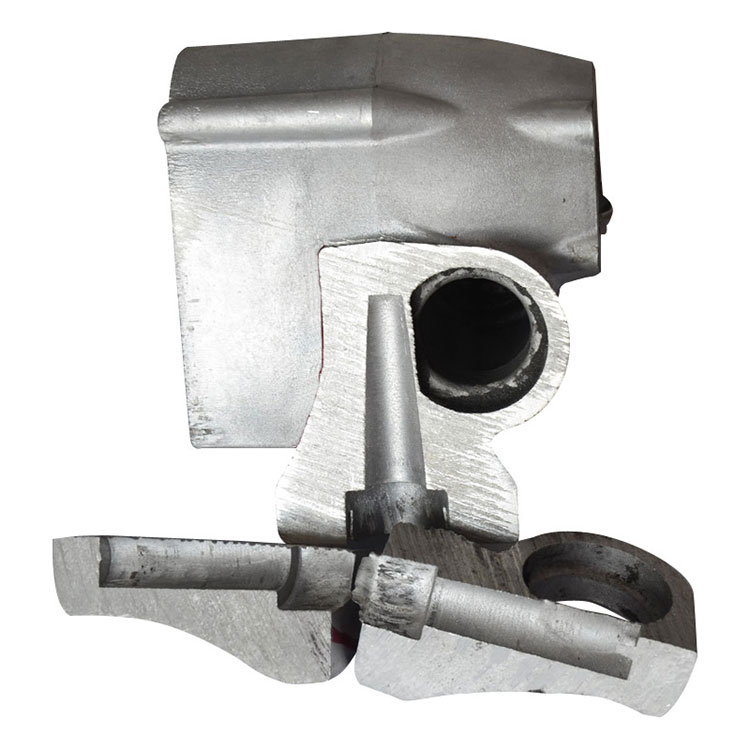
ຂອງພວກເຮົາGravity Die Castingຜະລິດຕະພັນຫັດຖະກໍາໄດ້ຮັບການຍອມຮັບຈາກລູກຄ້າຂອງພວກເຮົາສໍາລັບຝີມືທີ່ດີເລີດແລະຄຸນນະພາບທີ່ດີເລີດ!
ມີຫຼາຍວິທີການປຸງແຕ່ງສໍາລັບການເຮັດໃຫ້ວັດສະດຸໂລຫະເຂົ້າໄປໃນຜະລິດຕະພັນທີ່ຕ້ອງການ, ເຊັ່ນ: ການຫລໍ່, forging, extrusion, ມ້ວນ, ການແຕ້ມຮູບ, stamping, ຕັດ, ໂລຫະຝຸ່ນແລະອື່ນໆ. ໃນບັນດາພວກເຂົາ, ການຫລໍ່ແມ່ນພື້ນຖານທີ່ສຸດ, ຖືກນໍາໃຊ້ຫຼາຍທີ່ສຸດແລະຂະບວນການຢ່າງກວ້າງຂວາງທີ່ສຸດ.
ໂລຫະ molten ແມ່ນ poured ເຂົ້າໄປໃນ mold ເປັນຮູທີ່ເຮັດດ້ວຍວັດສະດຸທີ່ທົນທານຕໍ່ອຸນຫະພູມສູງ, ແລະຫຼັງຈາກ condensation, ຜະລິດຕະພັນຂອງຮູບຮ່າງທີ່ຕ້ອງການແມ່ນໄດ້, ເຊິ່ງແມ່ນຫລໍ່. ຜະລິດຕະພັນຜົນໄດ້ຮັບແມ່ນການຫລໍ່.
ການຫລໍ່ສາມາດແບ່ງອອກເປັນການຫລໍ່ໂລຫະ ferrous (ລວມທັງການຫລໍ່ເຫລໍກ, ເຫຼັກກ້າ) ແລະການຫລໍ່ໂລຫະທີ່ບໍ່ແມ່ນ ferrous (ລວມທັງໂລຫະປະສົມອາລູມິນຽມ, ໂລຫະປະສົມທອງແດງ, ໂລຫະປະສົມສັງກະສີ, ໂລຫະປະສົມ magnesium, ແລະອື່ນໆ) ອີງຕາມວັດສະດຸຂອງການຫລໍ່ໄດ້. ໂຮງງານຜະລິດການຫລໍ່ຄວາມແມ່ນຍໍາທີ່ບໍ່ແມ່ນທາດເຫຼັກມີຄວາມຊ່ຽວຊານໃນການຫລໍ່ໂລຫະທີ່ບໍ່ແມ່ນທາດເຫຼັກ, ໂດຍເນັ້ນໃສ່ໂລຫະປະສົມອາລູມິນຽມແລະການຫລໍ່ໂລຫະປະສົມສັງກະສີ.
ການຫລໍ່ສາມາດແບ່ງອອກເປັນການຫລໍ່ດິນຊາຍແລະການຫລໍ່ໂລຫະຕາມວັດສະດຸຂອງ mold casting. ໂຮງງານຜະລິດແມ່ພິມທີ່ມີຄວາມແມ່ນຍໍາແມ່ນມີປະໂຫຍດກັບຂະບວນການຫລໍ່ທັງສອງ, ແລະອອກແບບແລະຜະລິດແມ່ພິມສອງປະເພດນີ້ດ້ວຍຕົນເອງ.
ການຫລໍ່ຍັງສາມາດແບ່ງອອກເປັນກາວິທັດການຫລໍ່ແລະຄວາມກົດດັນຕາມຂະບວນການຫລໍ່ຂອງໂລຫະ molten. ການຫລໍ່ຫຼອມກາວິທັດໝາຍເຖິງຂະບວນການທີ່ໂລຫະ molten ຖືກສີດເຂົ້າໄປໃນ mold ພາຍໃຕ້ການປະຕິບັດຂອງແຮງໂນ້ມຖ່ວງຂອງໂລກ, ຊຶ່ງເອີ້ນກັນວ່າການຫລໍ່. ການໂຍນກາວິທັດໃນຄວາມຫມາຍກວ້າງປະກອບມີການຫລໍ່ດິນຊາຍ, ການຫລໍ່ໂລຫະ, ການຫລໍ່ລົງທຶນ, ການຫລໍ່ໂຟມທີ່ສູນເສຍ, ການຫລໍ່ຕົມ, ແລະອື່ນໆ; ການໂຍນແຮງໂນ້ມຖ່ວງໃນຄວາມຮູ້ສຶກແຄບຫມາຍເຖິງການຫລໍ່ໂລຫະ. Die Cast ຫມາຍເຖິງຂະບວນການທີ່ໂລຫະ molten ຖືກສີດເຂົ້າໄປໃນ mold ພາຍໃຕ້ການປະຕິບັດຂອງກໍາລັງພາຍນອກອື່ນໆ (ບໍ່ລວມເອົາແຮງໂນ້ມຖ່ວງ). Die casting ໃນຄວາມຫມາຍກວ້າງປະກອບມີການຫລໍ່ດ້ວຍຄວາມກົດດັນແລະການຫລໍ່ສູນຍາກາດຂອງເຄື່ອງຫລໍ່ຕາຍ, ການຫລໍ່ດ້ວຍຄວາມກົດດັນຕ່ໍາ, ການຫລໍ່ centrifugal, ແລະອື່ນໆ; ການຫລໍ່ດ້ວຍຄວາມກົດດັນໃນຄວາມ ໝາຍ ແຄບ ໝາຍ ເຖິງການຫລໍ່ໂລຫະຂອງເຄື່ອງຫລໍ່ຕາຍ, ເອີ້ນວ່າການຫລໍ່ຕາຍ. ໂຮງງານຜະລິດການຫລໍ່ຄວາມແມ່ນຍໍາໄດ້ດໍາເນີນມາດົນນານໃນການຫລໍ່ຫລອມດິນຊາຍແລະແມ່ພິມໂລຫະ. ຂະບວນການຫລໍ່ເຫຼົ່ານີ້ຖືກນໍາໃຊ້ຫຼາຍທີ່ສຸດໃນການຫລໍ່ໂລຫະທີ່ບໍ່ແມ່ນທາດເຫຼັກແລະມີລາຄາທີ່ຕໍ່າສຸດທີ່ກ່ຽວຂ້ອງ.
ການຫລໍ່ດິນຊາຍ
ການຫລໍ່ດ້ວຍດິນຊາຍແມ່ນຂັ້ນຕອນການຫລໍ່ແບບດັ້ງເດີມທີ່ໃຊ້ດິນຊາຍເປັນວັດສະດຸຫຼັກໃນການສ້າງແມ່ພິມ. ແມ່ພິມດິນຊາຍໂດຍທົ່ວໄປແລ້ວໃຊ້ການຫລໍ່ດ້ວຍແຮງໂນ້ມຖ່ວງ, ແລະການຫລໍ່ດ້ວຍຄວາມກົດດັນຕ່ໍາ, ການຫລໍ່ centrifugal ແລະຂະບວນການອື່ນໆຍັງສາມາດຖືກນໍາໃຊ້ໃນເວລາທີ່ມີຄວາມຕ້ອງການພິເສດ. ການຫລໍ່ດິນຊາຍມີຄວາມຫລາກຫລາຍຂອງການປັບຕົວ, ພາກສ່ວນຂະຫນາດນ້ອຍ, ພາກສ່ວນຂະຫນາດໃຫຍ່, ພາກສ່ວນງ່າຍດາຍ, ພາກສ່ວນສະລັບສັບຊ້ອນ, ພາກສ່ວນດຽວແລະ batches ຂະຫນາດໃຫຍ່ສາມາດໃຊ້ໄດ້. ແມ່ພິມສໍາລັບການຫລໍ່ດິນຊາຍສ່ວນຫຼາຍແມ່ນເຮັດດ້ວຍໄມ້ໃນອະດີດ, ເຊິ່ງເອີ້ນກັນວ່າແມ່ພິມໄມ້. ເພື່ອປ່ຽນແປງຂໍ້ເສຍຂອງ molds ໄມ້, ເຊັ່ນ: ການຜິດປົກກະຕິງ່າຍແລະຄວາມເສຍຫາຍ, Xudong Precision Casting Factory ໄດ້ປ່ຽນການຫລໍ່ແມ່ພິມຊາຍທັງຫມົດທີ່ຜະລິດໂດຍສິ້ນດຽວກັບ molds ໂລຫະປະສົມອາລູມິນຽມຫຼື molds ຢາງທີ່ມີຄວາມຖືກຕ້ອງຂອງມິຕິລະດັບສູງແລະຊີວິດການບໍລິການຍາວ. ເຖິງແມ່ນວ່າລາຄາໄດ້ເພີ່ມຂຶ້ນ, ມັນຍັງມີລາຄາຖືກກວ່າຫຼາຍ mold ທີ່ໃຊ້ສໍາລັບການຫລໍ່ mold ໂລຫະ. ໃນການຜະລິດ batch ຂະຫນາດນ້ອຍແລະຕ່ອນຂະຫນາດໃຫຍ່, ປະໂຫຍດລາຄາແມ່ນເປັນທີ່ໂດດເດັ່ນໂດຍສະເພາະ. ນອກຈາກນັ້ນ, molds ຊາຍແມ່ນ refractory ຫຼາຍກ່ວາ mold ໂລຫະ, ສະນັ້ນວັດສະດຸທີ່ມີຈຸດ melting ສູງເຊັ່ນ: ໂລຫະປະສົມທອງແດງແລະ ferrous ໂລຫະສ່ວນຫຼາຍແມ່ນຍັງຖືກນໍາໃຊ້ໃນຂະບວນການນີ້. ແນວໃດກໍ່ຕາມ, ການຫລໍ່ດ້ວຍດິນຊາຍຍັງມີຂໍ້ບົກຜ່ອງບາງອັນຄື: ເພາະການຫລໍ່ດິນຊາຍແຕ່ລະຄັ້ງສາມາດຖອກໄດ້ພຽງຄັ້ງດຽວ, ການຫລໍ່ກໍ່ເສຍຫາຍພາຍຫຼັງທີ່ໄດ້ການຫລໍ່ແລ້ວຕ້ອງປ່ຽນຮູບ, ສະນັ້ນ ປະສິດທິພາບການຜະລິດຂອງການຫລໍ່ດິນຊາຍແມ່ນຕໍ່າ; ແລະເນື່ອງຈາກວ່າລັກສະນະໂດຍລວມຂອງດິນຊາຍແມ່ນອ່ອນແລະ porous, ດັ່ງນັ້ນການຫລໍ່ຊາຍມີຄວາມຖືກຕ້ອງມິຕິຕ່ໍາແລະດ້ານ rougher. ຢ່າງໃດກໍຕາມ, ໂຮງງານຜະລິດການຫລໍ່ຄວາມແມ່ນຍໍາໄດ້ສະສົມເຕັກໂນໂລຊີຫຼາຍປີ, ເຊິ່ງໄດ້ປັບປຸງສະພາບຫນ້າດິນຢ່າງຫຼວງຫຼາຍຂອງການຫລໍ່ດິນຊາຍ, ແລະຜົນກະທົບຫຼັງຈາກການລະເບີດຂອງການສັກຢາແມ່ນທຽບເທົ່າກັບການຫລໍ່ໂລຫະ.
ການຫລໍ່ mold ໂລຫະ
ມັນເປັນຂະບວນການທີ່ທັນສະໄຫມສໍາລັບການເຮັດແມ່ພິມເປັນຮູດ້ວຍເຫຼັກໂລຫະປະສົມທົນທານຕໍ່ຄວາມຮ້ອນ. ແມ່ພິມໂລຫະສາມາດເປັນແຮງໂນ້ມຖ່ວງຫຼືການຫລໍ່ດ້ວຍຄວາມກົດດັນ. ການຫລໍ່ຫລໍ່ຫລອມຂອງແມ່ພິມໂລຫະສາມາດນໍາໃຊ້ຊ້ໍາຊ້ອນ. ທຸກໆຄັ້ງທີ່ຫລໍ່ໂລຫະຖືກຖອກລົງ, ການຫລໍ່ແມ່ນໄດ້ຮັບ, ມີຊີວິດການບໍລິການທີ່ຍາວນານແລະປະສິດທິພາບການຜະລິດສູງ. ການຫລໍ່ຂອງແມ່ພິມໂລຫະບໍ່ພຽງແຕ່ມີຄວາມຖືກຕ້ອງຂອງມິຕິລະດັບທີ່ດີແລະຫນ້າກ້ຽງ, ແຕ່ຍັງມີຄວາມເຂັ້ມແຂງສູງກ່ວາແມ່ພິມດິນຊາຍພາຍໃຕ້ເງື່ອນໄຂຂອງການ pouring ໂລຫະ molten ດຽວກັນ, ແລະມີຄວາມສ່ຽງຫນ້ອຍທີ່ຈະເສຍຫາຍ. ດັ່ງນັ້ນ, ໃນການຜະລິດຂະຫນາດໃຫຍ່ຂອງການຫລໍ່ຂະຫນາດກາງແລະຂະຫນາດນ້ອຍຂອງໂລຫະທີ່ບໍ່ແມ່ນທາດເຫຼັກ, ຕາບໃດທີ່ຈຸດ melting ຂອງອຸປະກອນການຫລໍ່ແມ່ນບໍ່ສູງເກີນໄປ, ການຫລໍ່ mold ໂລຫະແມ່ນມັກ. ຢ່າງໃດກໍຕາມ, ການຫລໍ່ແມ່ພິມໂລຫະຍັງມີຂໍ້ບົກຜ່ອງບາງ: ເນື່ອງຈາກວ່າເຫຼັກໂລຫະປະສົມທີ່ທົນທານຕໍ່ຄວາມຮ້ອນແລະການປຸງແຕ່ງຂອງຮູຢູ່ຕາມໂກນແມ່ນຂ້ອນຂ້າງລາຄາແພງ, ຄ່າໃຊ້ຈ່າຍຂອງແມ່ພິມຂອງແມ່ພິມໂລຫະແມ່ນສູງ, ແຕ່ຄ່າໃຊ້ຈ່າຍໂດຍລວມຂອງ molding ຕາຍແມ່ນ. ຂ້ອນຂ້າງລາຄາຖືກ. ຫຼາຍເກີນໄປ. ສໍາລັບການຜະລິດ batch ຂະຫນາດນ້ອຍ, ຄ່າໃຊ້ຈ່າຍ mold ຈັດສັນໃຫ້ແຕ່ລະຜະລິດຕະພັນແມ່ນແນ່ນອນສູງເກີນໄປ, ເຊິ່ງໂດຍທົ່ວໄປແລ້ວບໍ່ສາມາດຍອມຮັບໄດ້. ແລະເນື່ອງຈາກວ່າແມ່ພິມຂອງ mold ໂລຫະໄດ້ຖືກຈໍາກັດໂດຍຂະຫນາດຂອງວັດສະດຸ mold ແລະຄວາມອາດສາມາດຂອງອຸປະກອນການປຸງແຕ່ງຢູ່ຕາມໂກນແລະອຸປະກອນການຫລໍ່, ມັນຍັງບໍ່ມີພະລັງງານສໍາລັບການຫລໍ່ຂະຫນາດໃຫຍ່ໂດຍສະເພາະ. ເພາະສະນັ້ນ, ໃນການຜະລິດ batches ຂະຫນາດນ້ອຍແລະຕ່ອນຂະຫນາດໃຫຍ່, ການຫລໍ່ mold ໂລຫະແມ່ນບໍ່ຄ່ອຍຖືກນໍາໃຊ້. ນອກຈາກນັ້ນ, ເຖິງແມ່ນວ່າແມ່ພິມໂລຫະຮັບຮອງເອົາເຫຼັກໂລຫະປະສົມທົນທານຕໍ່ຄວາມຮ້ອນ, ການຕໍ່ຕ້ານຄວາມຮ້ອນຂອງມັນແມ່ນຍັງຈໍາກັດ. ໂດຍທົ່ວໄປແລ້ວ, ມັນສ່ວນຫຼາຍແມ່ນໃຊ້ໃນການຫລໍ່ໂລຫະປະສົມອາລູມິນຽມ, ໂລຫະປະສົມສັງກະສີ, ແລະໂລຫະປະສົມ magnesium. ຫນ້ອຍລົງ.
ການຫລໍ່ຕາຍ
ການຫລໍ່ຕາຍແມ່ນຄວາມກົດດັນຂອງ molds ໂລຫະໃນເຄື່ອງຫລໍ່ຕາຍແລະເປັນຂະບວນການຫລໍ່ຜະລິດຫຼາຍທີ່ສຸດ. ເຄື່ອງຫລໍ່ຫລໍ່ຫລໍ່ຫລອມໄດ້ແບ່ງອອກເປັນສອງປະເພດຄື: ເຄື່ອງຫລໍ່ຫລໍ່ຫລໍ່ໃນຫ້ອງຮ້ອນແລະເຄື່ອງຫລໍ່ຫລໍ່ຫລໍ່ຫລອມຫ້ອງເຢັນ. ເຄື່ອງຫລໍ່ຕາຍຫ້ອງຮ້ອນມີລະດັບອັດຕະໂນມັດສູງ, ການສູນເສຍວັດສະດຸຫນ້ອຍ, ແລະປະສິດທິພາບການຜະລິດສູງກວ່າເຄື່ອງຫລໍ່ຕາຍຫ້ອງເຢັນ. ການຫລໍ່ໂລຫະປະສົມອາລູມິນຽມທີ່ຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນມື້ນີ້ພຽງແຕ່ສາມາດຜະລິດຢູ່ໃນຫ້ອງເຢັນເຄື່ອງຫລໍ່ຕາຍເນື່ອງຈາກຈຸດລະລາຍສູງຂອງພວກເຂົາ. ຄຸນນະສົມບັດຕົ້ນຕໍຂອງການຫລໍ່ຕາຍແມ່ນວ່າໂລຫະ molten ຕື່ມຢູ່ຕາມໂກນພາຍໃຕ້ຄວາມກົດດັນສູງແລະຄວາມໄວສູງ, ແລະຖືກສ້າງຕັ້ງຂຶ້ນແລະແຂງພາຍໃຕ້ຄວາມກົດດັນສູງ. ອາກາດຢູ່ຕາມໂກນໄດ້ຖືກຫໍ່ພາຍໃນການຫລໍ່ເພື່ອສ້າງເປັນຮູຂຸມຂົນໃຕ້ຜິວຫນັງ, ດັ່ງນັ້ນການຫລໍ່ໂລຫະປະສົມອາລູມິນຽມບໍ່ຄວນໄດ້ຮັບຄວາມຮ້ອນ, ແລະໂລຫະປະສົມສັງກະສີຕາຍບໍ່ຄວນຖືກສີດໃສ່ພື້ນຜິວ (ແຕ່ສາມາດທາສີໄດ້). ຖ້າບໍ່ດັ່ງນັ້ນ, ຮູຂຸມຂົນພາຍໃນຂອງການຫລໍ່ຈະຂະຫຍາຍອອກເນື່ອງຈາກການຂະຫຍາຍຄວາມຮ້ອນແລະເຮັດໃຫ້ການຫລໍ່ຫຼອກລວງຫຼືຟອງໃນເວລາທີ່ການປິ່ນປົວທີ່ກ່າວມາຂ້າງເທິງແມ່ນປະຕິບັດ. ນອກຈາກນັ້ນ, ການອະນຸຍາດໃຫ້ຕັດກົນຈັກຂອງການຫລໍ່ຕາຍຄວນຈະມີຂະຫນາດນ້ອຍກວ່າ, ໂດຍທົ່ວໄປປະມານ 0.5mm, ເຊິ່ງບໍ່ພຽງແຕ່ສາມາດຫຼຸດຜ່ອນນ້ໍາຫນັກຂອງຫລໍ່, ຫຼຸດຜ່ອນຈໍານວນການຕັດເພື່ອຫຼຸດຜ່ອນຄ່າໃຊ້ຈ່າຍ, ແຕ່ຍັງຫຼີກເວັ້ນການເຈາະຊັ້ນຫນາແຫນ້ນຂອງຫນ້າດິນແລະ exposing subcutaneous. pores, ເຊິ່ງກໍ່ໃຫ້ເກີດ workpiece ໄດ້ scrapped.